13685713230

浙东容器
zhedong container全國(guó)六大生产基地,保障售后助安全
浙江广东陕西贵州湖(hú)北山(shān)东现今塑料水箱的生产方法主要有(yǒu)三种,即:滚塑成型、吹塑成型和注塑成型。
三种成型方式各有(yǒu)优劣,本公司专注生产滚塑容器产品,本次便以滚塑成型為(wèi)例,為(wèi)大家详细介绍塑料水箱的成型方法和制作工序。

一、滚塑工艺简介
滚塑工艺又(yòu)称旋转成型、旋转浇铸成型,是一种热塑性塑料中空成型方法。类似于旋转铸塑的一种成型方法,不同的是所用(yòng)的物(wù)料不是液體(tǐ),而是烧结性干粉料。
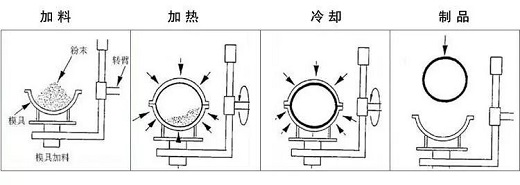
二、滚塑工艺制作步骤
(1)将粉状或糊状物(wù)料注入模内;
(2)通过对模具的加热和纵横向的滚动旋转,使物(wù)料借自身的重力和离心力作用(yòng)均匀地布满模具内腔并且熔融;
(3)停止加热继续旋转模具,使模具冷却;
(4)拆分(fēn)模具,取出模具内的中空制品。
滚塑工艺的制作过程较為(wèi)简单,我们将滚塑制作的步骤简化為(wèi)以下的图解:
三、滚塑工艺优势
滚塑工艺与其他(tā)容器制作工艺相比存在以下几点优势:
(1)设计优势:与其他(tā)模具制作工艺相比,在正确的设计理(lǐ)念下,我们可(kě)以将几部分(fēn)组件组合成一个完整的模具,这种设计能(néng)大大降低装配成本;
(2)成本优势:同等规格大小(xiǎo)下的产品,滚塑模具的成本约是吹塑、注塑模具成本的1/3到1/4;
(3)制作优势:边缘强度好,可(kě)以实现产品边缘厚度超过5毫米,解决中空产品边缘较薄的问题;可(kě)以安装各类镶嵌件,制作形状复杂的产品;可(kě)以生产全封闭产品,无焊接,无裂缝;可(kě)以填充发泡材料,实现保温;无需调整模具,壁厚自由调整(2mm以上)。
四、滚塑工艺缺点
1.原材料必须经过研磨粉碎,成本增加;
2.加工周期较長(cháng),一件产品的生产时间约為(wèi)半个小(xiǎo)时到一个小(xiǎo)时;
3.一个模具一次只能(néng)生产一件产品,不适合大批量生产;
4.模具的组装和拆卸属于较繁重的體(tǐ)力劳动,对操作员工的要求较高。
五、滚塑工艺产品应用(yòng)
滚塑工艺能(néng)制作各类型中空产品,本公司的滚塑工艺产品為(wèi)pe塑料容器产品,种类多(duō)、规格齐全,能(néng)应用(yòng)于各行各业。我们生产的滚塑产品有(yǒu):pe塑料水箱、pe塑料锥底水箱、pe塑料卧式水箱、pe塑料加药箱、pe塑料溶盐箱、pe塑料周转箱等。
能(néng)应用(yòng)于:電(diàn)子、化工、纺织印染、酒店(diàn)住宿、养殖、水处理(lǐ)、环境保护、食品制作、蔬菜加工、工具配件生产、制衣鞋帽制作、运输、冷冻冷藏、油品酒品饮品生产等。
